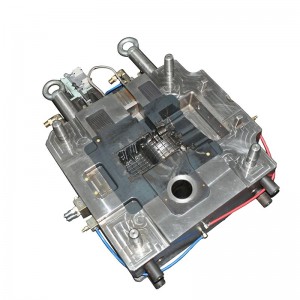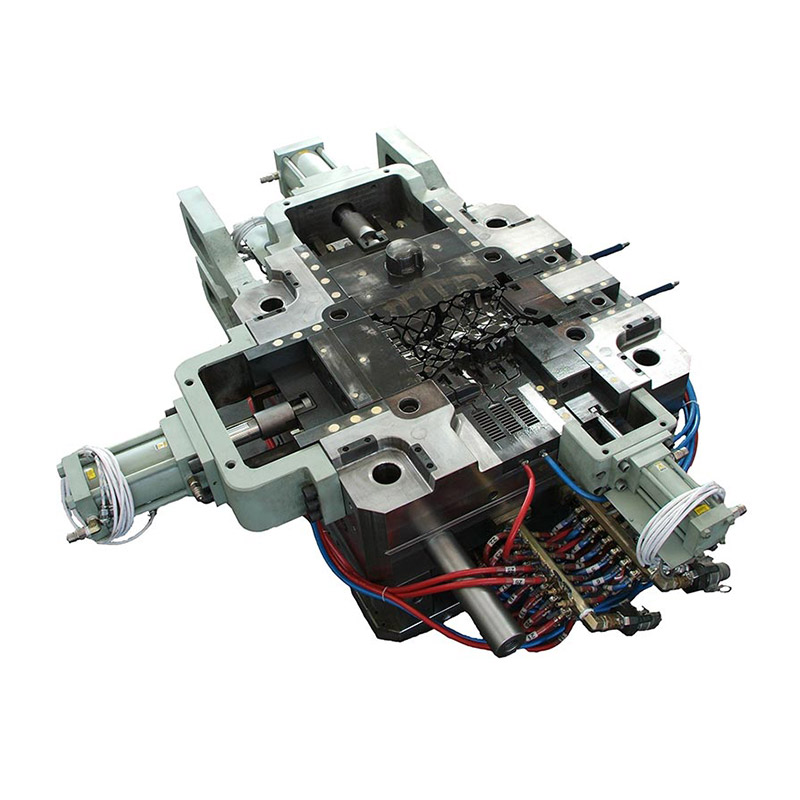
Aluminium högtrycksgjutning Telecom hölje Verktyg pressgjuten form
Grundläggande information
| Produktnamn | Högtrycksgjutning av telekomhusform |
| Formmaterial | PH13,H13, DVA, DIEVAR, 8407, 8418, W400 etc |
| Gjutlegering | Aluminium |
| Cavity Antal | Enkelt hålrum, Flera hålrum eller Kombinationshålrum |
| Tonnage | 200T-2000T |
| Behandling | Värmebehandling, Nitrering, Polering etc. |
| Mögelliv | 30 000 bilder, 50 000 bilder, 80 000 bilder beror på produkter |
| Ansökningar | 1. Bil- och motorcykeldelar; |
| 2. Ljus & lampor delar; | |
| 3. Elektriska apparater; | |
| 4. Telekomdelar; | |
| 5. Industriell hårdvara och maskinreservdel; | |
| 6. Hushållsapparater delar; | |
| 7. Möbeldelar; | |
| Ledtid | 35-60 dagar |
| Särskild begäran | Enligt kundens önskemål |
Vi kan anpassa, men inte begränsat till dessa:
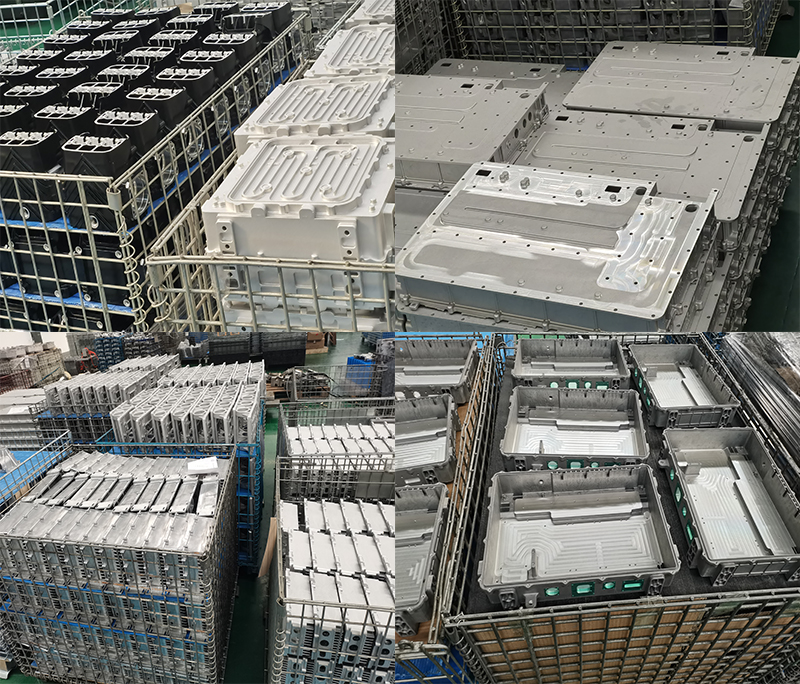
Formgjuten telekomhusform av aluminium
Formgjutning av aluminium för bildelar
Formgjutning av elverktyg i aluminium
Elverktyg för pressgjutning av aluminium som inrymmer formen
Formgjutning av autoväxellåda i aluminium
Formgjutning av automatisk vattenpumphus av aluminium
Formgjutningsform av aluminium
Formgjuten kylflänsform av aluminium
Inklusive andra högtrycksgjutningsverktyg i aluminium.
FENDA tillverkningsprocesser för pressgjutning av aluminium
Huvudstegen i våra processer för tillverkning av pressgjutformar av aluminiumlegering är: CNC-fräsningsprocess, värmebehandling, EDM-process, WEDM-process, polering och montering
CNC-fräsningsprocess
Det första steget med att tillverka formgjutning av aluminium: använd höghastighetsbearbetningscentra för att fräsa formhåligheten, vilket ger en bearbetningsmån på cirka en millimeter för formen på produkten.Det är för viss deformation efter värmebehandling.
Efter den första fräsningen kommer formhålet att skickas för värmebehandling.
När hålrummen kommer tillbaka efter värmebehandling kommer sekundär bearbetning att utföras.Vi kallar denna process finbearbetning.Denna gång är alla storlekar enligt formdesignritningen
EDM-process
Efter två gångers bearbetning finns det fortfarande några områden som är svåra att skära med höghastighetsskärning, då kommer de att slutföras med EDM.
Det finns många djupa spår och smala slitsar och komplexa håligheter på formytan, som är svåra att bearbeta med fräsmaskiner.Detta kräver EDM elektrisk urladdningsbearbetning.
Dessutom används EDM också ofta för vissa delar som kräver särskilt hög bearbetningsnoggrannhet och ytjämnhet.
WEDM-process
Arbetsprincipen för WEDM (trådskärning) är att använda en kontinuerligt rörlig tunn metalltråd (kallad elektrodtråd) som en elektrod för att utföra pulsgnistaurladdning på arbetsstycket för att ta bort metallen och skära den i form.
Ejektorhålen i formen, samt några skarpvinklade specialformade hål som inte kan bearbetas, och tillbehör kompletteras alla med trådkapning.
Efter denna process kommer formhålan att poleras.Och sista processen, montera gjutformen av aluminium och testa.
Fabriksprofil
Fenda kan designa och tillverka verktyg och fixturer för alla våra processer.
Simuleringsanalys hjälper våra ingenjörer att designa effektivare verktyg.Intern verktygsverkstad för pressgjutning hjälper till att nå kundens ledtid för tillverkning och verifiering.
Högtryckspressgjutningsprocessen illustrerar bäst vår nivå av tillverkningskapacitet.Vi har 7 avancerade kallkammarpressgjutmaskiner från 400T till 2000T i vår pressgjutningsverkstad, vilket gör att vi kan möta kraven i olika pressgjutningsprojekt i aluminium.
Vårt CNC-bearbetningscenter, utrustat med 80 uppsättningar av höghastighets-/högprecisionsbearbetningscenter, och mer än 20 uppsättningar av högprecisionssvetsning, ytbehandling och andra precisionsspecialmaskiner.
Fenda tillhandahåller pressgjutna aluminiumdelar och komponenter av överlägsen kvalitet för ett brett utbud av industrier, inklusive fordon, led-belysning, telekommunikation, maskiner, medicin, VVS, bevattning, gruvdrift, petrokemi, el, energi, flyg, ubåt och andra.